Просмотры:0 Автор:Pедактор сайта Время публикации: 2022-09-26 Происхождение:Работает








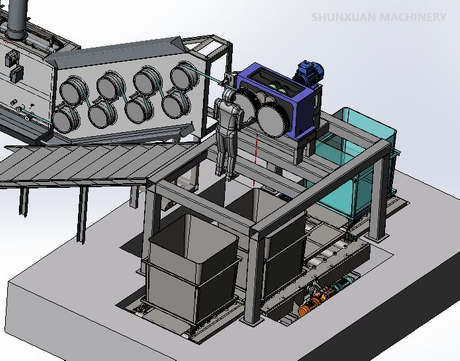
Полиэфирное волокно (PSF) производится непосредственно из чипсов PTA и MEG или PET или из отходов для домашних животных/полиэстеров и после потребления бутылок для домашних животных ,. Для машины для производства волокна из основного волокна, единственным, что является машина для обработки сырья. Virgin Fiber будет использоваться в PTA, а переработанный PET будет использован. Теперь мы будем использовать хлопья для животных в качестве сырья, чтобы проиллюстрировать, как производить волокно с основным продуктом полиэстера, как показано ниже:
Вся производственная линия можно разделить на две части, вращающуюся линию и финишную линию.
Есть пять шагов, которые необходимо сделать в прямой линии.

Сухой
PET Flakes , поп -кукурузный материал, комок будет сушить вакуумной сушилкой (№ 1) или непрерывной сушилкой с фиксированной температурой. Воздух . высасывается вакуумным насосом, а чешуйка в вакуумном состоянии высушивается.

Таяние
Хлопки для бутылок для животных подаются в винтовой экструдер (№ 3) по значению расплавленного, смешивания и фильтрации (№ 4) из бункера после нагрева и высушивания, расплавленный питомец пройдет через фильтр, чтобы удалить примести, например, ПВХ и другие материалы, расплав в то же придачу, в котором в целом, в то же время, и то же придач, придается в смене, в то же время, которое придает в смену.
Гашение
Расплавление становится небольшим потоком после того, как его экструдируют из микро-дыры Spinneret и охлаждаются и затвердевают воздушным потоком после прохождения через низкое гашение с низким содержанием договора (№ 7). Поток расплава, распыленный из Spinneret, становятся пластиковой формой монофиламента за очень короткое время, и структура меняется. Это изменение в основном зависит от ровности скорости потока воздуха от гашения. Температура и скорость воздуха, контроль зазора воздуха и потока воздуха устойчивым при высокой скорости влияют на прямой коэффициент качества пряжи. Следовательно, это требует потока воздуха от гашения со стабильностью, однородностью и регулируемостью.

Охлажденные и затвердевшие нити смазывают смазаны и демпфируют смазочным устройством (№ 9), чтобы увеличить сплоченность пряжи, улучшить антистатическое свойство пряжи, уменьшить трение между пряжей и пряжей, а также для уменьшения трения между прямой и оборудованием, и для улучшения самоубийства после лечения, после того, как проходит через ветрох, на все положения, поступающему по сравнению с низовым, и на положении, поступающему, и на все положения. Вступил в ролик (№ 10), затем подается на буксире подсолнечниками (№ 11). Шилоколотые тяги и колеса подсолнечника управляются синхронным мотором. Заявленная глубина двух подсолнечных валиков регулируется. Ролики с затяжкой и подсолнечниками с низкой скоростью, установленной для струйки пряжи и легкой эксплуатации. Система спиннирования и захвата установлена с системой коллективной связи.

Can Traversing Unit (№ 12 и 12A) обусловлено двигателями AC, которые осознают транспортировку смены пустой банки, возвращаемого движения буксировки и доставки загруженной банки. Этот блок имеет два вида управления: вручную (кроме возвратного движения) и автоматического. Когда буксир может достигать определенного веса при настройке времени, счетчик времени программируемого контроля выделяет сигнал, а затем механизм возврата автоматически перемещает нагруженную банку в центр блока и доставляя механизм перемещает нагруженные, тем временем перейти в пустую бану для непрерывной коллекции буксировки. Затем буксир в банке будет сбалансирован и отправлен в процесс после лечения.

Вторая часть - финишная линия, в целом есть пять шагов.

Крил Стенд
Tow Creel расположен для 4 рядов, в которых два ряда из них используются, а два других ряда готовятся. Отчеты от Tow Creel разделены на 3 №. простыни для рисования. Буксирный кабель поступает из Creel, сначала руководствуется рамкой для буксировки и проходит через ванну, чтобы равномерно разделить буксирные листы с определенной шириной и толщиной, а также обеспечить больше ровной отделки на буксире, а затем начать процесс рисования.
Носилка
Диапазон использует двухэтапную технологию рисования. Первая стадия рисования проводится между первым носилками и вторым носилками. Температура ванны примерно 60 ℃ ~ 80 ℃. Проект коэффициента первой стадии рисования завершен 80% ~ 85%. Вторая стадия рисунка несет в паровой коробке между вторым носилками и третьим носилками. Проект коэффициента второго этапа рисования завершен на 15%-20%.

После охлаждения и смазанного маслом буксирные листы отправляются в буксире, 2 или 3 буксировки накладываются на 1 буксир. Угол наклона укладки роликов регулируется для достижения процесса укладки. Ширина буксира и качество укладки очень важны для обжима. После укладки буксир отправляется в Crimper через ролик управления натяжением и коробку предварительного нагрева. Буксирный лист обжарен через сжатие, чтобы обеспечить хорошие результаты волокна в более позднем процессе.

После обжима булаты распространяются на тип цепной доски, передавая расслабляющую сушилку. Ответы высушиваются равномерно путем выдувания принудительного воздуха, форма завершается здесь, а затем охлаждается ниже температуры стекла.

После релаксера, оттенки перетаскивают на верхний этаж для резки натяжением, что также гарантирует ровность натяжения, чтобы кормить резак в тангенциальном направлении резки катушки. Начинки разрезаются на длину фиксации основного продукта путем принятия резания прессы. После резки волокна среза входят в камеру Bler в гравитации или через конвейер для Baling, а затем тюк взвешивает, ручное урегулирование и маркировка, а затем отправляется на хранилище Fork Toifter.